

| 序號 | 名稱 | 單位 | 數量 |
| 1 | 機器人系統 | 套 | 1 |
| 1.1機器人本體 | 個 | 1 | |
| 1.2機器人控制柜 | 個 | 1 | |
| 1.3彩色示教器 | 個 | 1 | |
| 1.4系統電纜總成 | 套 | 1 | |
| 1.5弧焊軟件包 | 套 | 1 | |
| 2 | C02焊接電源 | 套 | 1 |
| 2.1焊接電源本體 | 套 | 1 | |
| 2.2焊接電纜 | 套 | 1 | |
| 2.3送絲機 | 個 | 1 | |
| 3 | 雙位焊接變位臺及自動夾緊系統 | 套 | 1 |
| 4 | 自動化控制系統 | 套 | 1 |
| 4 | 機器人專用焊槍 | 套 | 1 |
| 5 | 防碰撞傳感器 | 套 | 1 |
| 6 | 電氣控制及按鈕站 | 套 | 2 |
| 7 | 機器人底座 | 套 | 1 |
| 8 | 系統設計、集成與編程 | 次 | 1 |
| 9 | 現場調試與培訓 | 次 | 1 |
| 序號 | 名稱 | 尺寸 | 庫存 | 備注 |
| 1 | 導電咀 | Φ0.8-1.6 | 20 | 消耗品 |
| 2 | 焊槍噴嘴 | M20 | 10 | 消耗品 |
| 3 | 導絲管 | Φ0.8-1.6 | 5 | 消耗品 |
| 4 | 壓絲輪 | Φ0.8-1.6 | 5 | 消耗品 |
| 規格型號: | / |
| 送絲速度: | 1 - 22mm/sec |
| 焊絲直徑: | Φ0.8、1.0、1.2、1.6 |
| 送絲方式: | 四輪驅動 |
| 機身材質: | 鑄鋁 |
| 重 量: | 8.2kg |
| 控制方式: | 直流伺服 |
| 規格型號: | / |
| 額定電流: | 310A,暫載率60% |
| 冷卻方式: | 氣冷 |
| 焊絲尺寸: | 1.0-1.6mm |
| 氣體導管: | 2條 |
| 氣體消耗量: | 6L/min起 |
| 重量: | 0.7kg |
| 電壓等級: | L(IEC 60974-7 標準) |
| 名稱 | 型號 | 數量 |
| PLC控制器 | FX2N-48MR | 3臺 |
| 觸摸屏 | TPC7062 | 1臺 |
| 電氣系統 | 正泰、德力西等 | 1套 |
| 參數類型 | Ehave CM250AR |
| 控制方式 | 全數字 |
| 輸入電壓 | 3相380Vac±25%(285~475V) |
| 輸入頻率 | 30~80 Hz |
| 輸入容量 | 8kVA |
| 額定開路電壓 | 63.7V |
| 額定輸出電流范圍 | 30~300A |
| 額定輸出電壓范圍 | 12~30V(精度0.1V) |
| 額定暫載率 | 250A/100%/40℃ |
| 焊接方法 | CO2/MAG/MMA,實芯焊絲、藥芯焊絲、電焊條 |
| 焊絲直徑 | φ0.8/1.0/1.2mm |
| 焊接時序 | 無收弧、有收弧、重復收弧、點焊 |
| 焊機參數通道存儲 | 默認10組 |
| 電弧特性 | -9~+9 |
| 機器人通訊 | 有 |
| 預置通訊口 | 有 |
| 冷卻方式 | 智能風冷 |
| 送絲速度 | 1.4~24m/min |
| 防護等級 | IP23S |
| 主機環境 | 工業重載、-39℃~+50℃ |
| 體積 | 300×480×620mm |
| 重量 | 48KG |
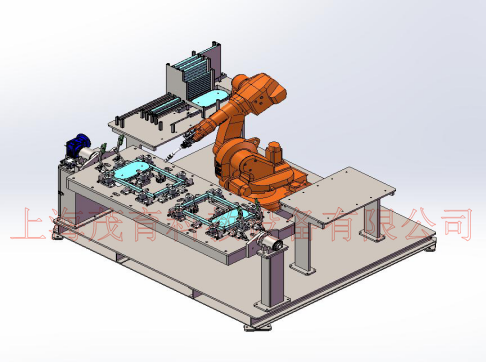
| 序號 | 物料名稱 | 規格型號 | 單位 | 數量 |
| 1 | 工業機器人 | 6軸 | 套 | 1 |
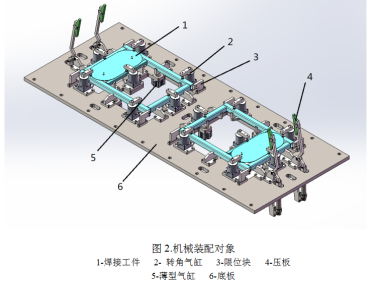
| 2 | 焊接夾具 | 配套 | 套 | 1 |
| 3 | 機器人專用焊機 | / | 套 | 1 |
| 4 | 氬氣 | 配套 | 套 | 1 |
| 5 | 焊接工件 | 配套 | 套 | 1 |
| 6 | 安全防護裝置 | / | 套 | 1 |
| 7 | 裝配桌 | / | 套 | 1 |
| 8 | 無油空壓機 | 靜音 | 套 | 1 |
| 9 | 資料光盤 | / | 套 | 1 |
| 10 | 實驗指導書 | / | 套 | 1 |
友情提示:
1、設備驗收:各采購單位收貨時請檢查工業機器人焊接及自動控制實訓系統的貨品外觀,核實設備的數量及配件,拒收處于受損狀態的設備;
2、設備質保:茂育將為各采購單位提供工業機器人焊接及自動控制實訓系統產品說明書和質保期,在質保范圍內提供對設備的免費維修,超出條件承諾時提供對設備的有償維修;
3、設備退換貨:各采購單位單方面原因導致的工業機器人焊接及自動控制實訓系統選型錯誤或設備購買數量錯誤,造成設備的退換貨要求,將不被接受;
4、設備貨期:對工業機器人焊接及自動控制實訓系統的發貨期為參考值,如您需要了解設備的精確貨期,請與上海茂育的銷售人員聯系;
5、咨詢電話:如各采購單位對工業機器人焊接及自動控制實訓系統有任何疑問,請致電:021-56311657 ,我們將由專業技術人員為您提供有關設備的技術咨詢;
找不到想找的產品?請點擊產品導航頁
 品牌理念
品牌理念  標準流程
標準流程  有效溝通
有效溝通 專業管理
專業管理 優秀團隊
優秀團隊 品質保證
品質保證 無憂售后
無憂售后
生產基地:上海松江工業園
銷售中心:上海市普陀區祁安路88-6號 業務電話:021-56311657 , 56411696 , 業務傳真:021-56411696 公司郵箱:shanghaimaoyu@126.com 教學設備廠 滬公網安備 31010702001294 號 |