彩人间
設為首頁
|
收藏本站
|
聯系我們
網站首頁
企業概況
新聞動態
產品介紹
產品導航
行業標準
技術文章
配置方案
技能大賽
成功案例
企業博客
售后服務
聯系我們
維修電工實訓設備
高級技師電工實訓設備
網孔板電工電子實訓設備
工業自動化實訓設備
PLC可編程實訓設備
電機實訓設備
高性能電工電子實驗設備
工廠電氣控制實訓設備
單片機實訓設備
計算機原理實訓設備
電工電子實訓設備
立式電工電子實訓考核設備
模電數電實訓設備
電子實訓設備
柜式電工電拖實訓設備
數電模電實驗箱
光機電一體化實訓設備
傳感器實訓設備
家用電器實訓設備
電梯實訓設備
財會模擬實訓設備
機械陳列柜
機械創新實訓設備
液壓傳動實訓設備
煤礦安全培訓技能實訓設備
環境工程實訓設備
化工工程實訓設備
化工原理實訓設備
流體力學實訓設備
新能源實訓設備
過程控制實訓設備
鉗工實驗室設備
工程制圖實驗室設備
熱工實訓設備
教學數控車床銑床實訓設備
采暖通風實訓設備
機床電氣實訓裝置
透明電機模型
透明注塑機模型
樓宇實訓設備
汽車底盤實訓室設備
理化生實驗室設備
汽車駕駛模擬器
汽車發動機實訓設備
汽車發動機拆裝臺實訓設備
汽車空調系統實訓設備
汽車全車電器實驗臺
汽車變速器實訓設備
汽車仿真電路實訓設備
汽車解剖模型
制冷制熱實訓設備
消防實訓室設備
汽車示教板
新能源汽車實訓設備
駕校培訓設備
部隊.軍校實訓設備
船舶工程實訓室設備
教學模型
汽車電路接線實訓設備
心肺復蘇模擬人
教學儀器
城市軌道交通實訓設備
汽車電子實驗箱
環境實驗室實驗設備
給排水工程處理實驗室設備
工程機械實驗設備
工業機器人實訓設備
農機工程機械實訓設備
主頁
>
新聞動態
>
曲柄連桿機構和配氣機構的拆裝
2021-10-25
曲柄連桿機構和配氣機構的拆裝
一、目的與要求
1.掌握發動機解體的步驟和操作方法。
2.掌握曲柄連桿機構和配氣機構的解體與裝配的方法和要求。
3.認識曲柄連桿機構和配氣機構的組成及其主要零部件。
4.了解主要零部件的裝配標記。
5.學會活塞環鉗、氣門拆裝鉗等拆裝專用工具的操作與使用方法。
二、教具與工具
1.尼桑CA18、尼桑CA20、EQ6100—1型、上海大眾JV型、大眾捷達等發動機各一臺。
2.常用和專用工具各一套。
3.拆裝工作臺、零件擺放架。
三、結構簡介
(一)曲柄連桿機構
曲柄連桿機構的作用是將燃氣作用在活塞頂上的力轉變為曲柄轉矩,向外輸出機械能。它由氣缸體曲軸箱組、活塞連桿組和曲軸飛輪組組成。
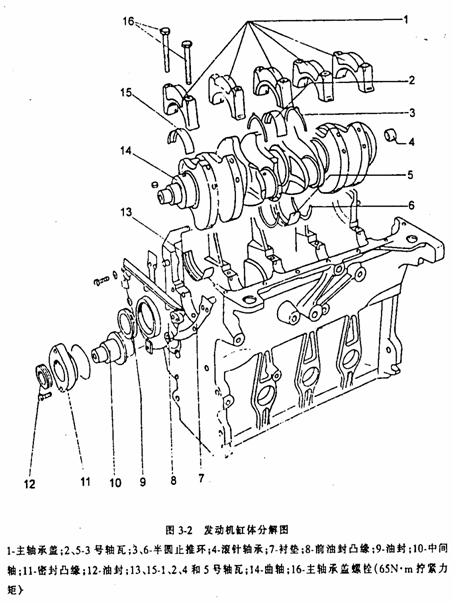
EQ6100—1型發動機為直列6缸水冷式汽油機氣缸體曲軸箱組主要由氣缸體、曲軸箱、氣缸套、氣缸蓋和氣缸墊等組成。活塞連桿組主要由活塞、活塞環、活塞銷、連桿和連桿軸承等組成。曲軸飛輪組主要由曲軸、飛輪等組成。
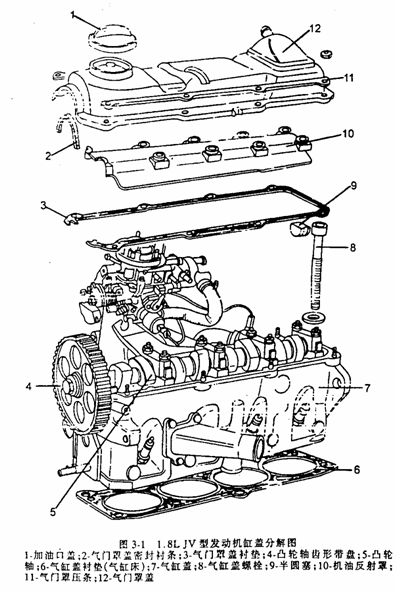
尼桑CA18、尼桑CA20、上海大眾JV型發動機為直列4缸長行程水冷式汽油機。如圖3-1、3-2所示。
(二)配氣機構
配氣機構的作用是按照發動機的工作順序和各缸工作循環的要求,定時開啟和關閉進、排氣門,使可燃混合氣汽(油機)或新鮮空氣(柴油機)準時進入氣缸,使發動機燃燒后的廢氣及時從氣缸內排出。
1.尼桑CA18、尼桑CA20、EQ6100—1型發動機
采用的是目前應用最廣泛的頂置式氣門、凸輪軸下置結構形式,由氣門組和氣門驅動組兩部分組成。氣門組的主要機件有氣門;氣門座、氣門彈簧、氣門導管等;氣門傳動組的主要機件有搖臂、搖臂軸、調整螺釘、推桿、挺桿、凸輪軸和正時齒輪等。尼桑CA18、CA20為鏈傳動。
2.捷達、上海大眾JV型發動機
采用的是同步齒形帶驅動頂置凸輪軸,單列頂置氣門,液壓挺桿的配氣機構。齒型帶傳動。捷達發動機凸輪軸軸向定位為軸徑兩端凸肩式。
四、拆裝方法及步驟
(一)上海大眾JV發動機曲柄連桿機構及配氣機構的拆卸。
該發動機的解體應在專用的拆裝架上進行。解體時應使用專用工具,先拆除發動機的外圍附件,放凈發動機內機油和冷卻水,然后按照由外到內,由上
到下的順序進行解體。具體步驟如下:
1.拆除化油器、發電機、分電器、機油濾清器、儲油器、汽油泵及水泵等附件。
2.拆下進、排氣歧管。
3.拆下油底殼各緊固螺栓,取下油底殼,并拆下機油泵總成。
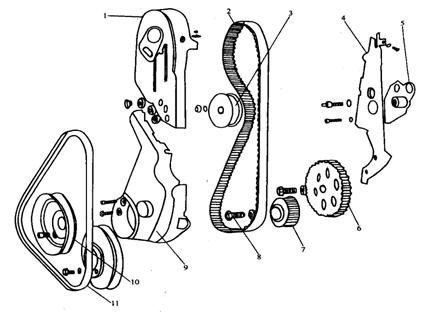
4.拆除前端的皮帶傳動機構。如圖3-3。
圖3-3發動機齒形帶等前端零件的拆卸
5.從發動機后端拆下離合器總成。
6.用專用工具卡住或用撬棒擋住飛輪齒圈,擰下飛輪固定螺栓,從曲軸上拆下飛輪。
7.拆下曲軸前后端油封及油封凸緣。
8.拆除氣門罩蓋的固定螺栓,取下加強條、氣門罩蓋、擋油罩及密封襯墊,按從兩邊到中間的順序拆下氣缸蓋的各緊固螺栓,取下氣缸蓋和氣缸墊。
9.從氣缸蓋上拆下凸輪軸各道軸承蓋的緊固螺母,取下軸承蓋及凸輪軸,軸承蓋按順序排列或打上裝配標記,不得錯亂。
10.取出液壓挺桿,按順序排列或在內壁上做好標記。
11.用專用工具壓下氣門彈簧,取出氣門鎖片、氣門彈簧座、氣門彈簧、氣門油封及氣門,各組件按順序擺放好,不得錯亂。
12.拆下中間軸前油封凸緣及油封,取出中間軸。
13.轉動曲軸,使兩連桿軸頸處在最外端(活塞處在下止點位置),拆除連桿螺栓,取下連桿軸承蓋及連桿軸承,從氣缸口一端取出活塞連桿組件然后再轉動曲軸半周,取下另外兩組活塞連桿組件,并對活塞連桿組件進行分解。分解前應注意檢查活塞及連桿的裝配標記,必要時應重新做出標記,并將各組零件按氣缸順序擺放整齊。
14.拆下主軸承蓋緊固螺栓,取下各道主軸承蓋及軸承,做好標記,按順序擺放,不得錯亂。
(二)上海大眾JV發動機的曲柄連桿機構及配氣機構的裝配
1.安裝曲軸與飛輪
(1)將清洗干凈的氣缸體倒置于安裝支架上,正確安裝好各道主軸承和止推墊片,注意將有油槽的一片軸瓦裝在缸體軸承座孔中。
(2)將曲軸放入缸體的軸承座孔中,按照標記裝上各道主軸承蓋,按規定力矩依次擰緊各道軸承蓋螺栓(力矩為69N•m),安裝止推墊片后應軸向撬動曲軸檢查其軸向間隙,每緊固一道主軸承蓋應轉動曲軸數圈,檢查其徑向間隙,若軸承過緊或過松,應查明原因,加以排除。
(3)安裝曲軸前后端凸緣、凸緣襯墊及油封等。
(4)安裝飛輪、前端齒帶輪。
2.安裝活塞連桿組件
(1)組裝活塞連桿組件
依次將同一缸號的活塞與連桿裝配到一起,裝配時,先在配合面上涂抹潤滑油,并使活塞頂部的標記與連桿上的標記指向同一側,然后用拇指將活塞銷推人活塞座孔及連桿小頭孔之中(阻力較大時,可以先用熱水將活塞加熱到60℃后再裝配,若加熱后仍然不能將活塞銷推入時,則應重新選配零件,并加裝鎖環。
(2)安裝活塞環
在活塞環的端隙、側隙和背隙均符合要求的情況下,使用活塞環鉗將其裝入活塞環槽中,安裝第一道氣環(錐形環)時應將標有"TOP"標記的一面朝向活塞頂部,各道活塞環的切口應相互錯開120°,并使第一道氣環的切口位于側壓力較小的一側,且與活塞銷的軸線成45°的夾角。
(3)將活塞連桿組裝入氣缸
將活塞頂面上的箭頭指向發動機的前端,并按缸號的標記依次將組裝好的活塞連桿組從氣缸的上端裝入氣缸,用活塞環箍壓縮活塞環,用手錘木柄將活塞推人氣缸內,使連桿大頭落于曲軸連桿軸頸上,按標記扣合連桿軸承蓋,并按規定的力矩擰緊連桿螺栓。
3.安裝中間軸
將中間軸裝入機體的軸承孔內,在其前端裝入“O”形密封圈、油封凸緣及油封(油封凸緣的緊固螺栓擰緊力矩為25N•m),安裝中間軸齒帶輪。
4.安裝氣缸蓋
(1)裝配氣門組各零件,將氣門插入各自的導管中,嚴禁混裝,安裝氣門油封,用氣門彈簧鉗壓裝已裝彈簧座的氣門彈簧并裝上彈簧座及鎖塊。
(2)先將定位導向螺栓裝入氣缸體的導向螺栓孔中。
(3)將新換的氣缸墊安放在氣缸體上,并使標有"OBENTOP"標記的一面朝上。
(4)轉動曲軸使活塞離開上止點位置,將氣缸蓋置于氣缸體上,用手擰入其他8個缸蓋螺栓,取出定位導向螺栓,補裝缸蓋螺栓。
(5)按從中間到兩邊的順序分4次擰緊各缸蓋螺栓(第一次40N•m,第二次60N•m,第三次75N•m,第四次再旋緊1/4圈)。
(6)依次安裝凸輪軸油封。
五、思考題
1.簡述活塞連桿組的裝配過程。
2.EQ6100—1型發動機采用了什么結構的曲軸軸向定位裝置?裝配中為什么要對準正時記號?
3.簡述兩次調整氣門間隙的方法。
六、考核內容
1.正確拆裝活塞連桿組。
2.正確拆裝曲軸飛輪組。
3.拆裝氣門一組。
4.用兩次調整氣門間隙法調整氣門。
上一篇:
常用汽車拆裝機具和工具認識與使用
下一篇:
潤滑系的拆裝
我們的優勢:
品牌理念
標準流程
有效溝通
專業管理
客戶視圖
優秀團隊
品質保證
無憂售后
上海茂育科教設備有限公司,立于上海,心懷天下
生產基地:上海松江工業園
銷售中心:上海市普陀區祁安路88-6號
業務電話:021-56311657 , 56411696 , 業務傳真:021-56411696 公司郵箱:shanghaimaoyu@126.com
教學設備廠
滬公網安備 31010702001294 號
彩神-彩人间
三分快3-彩人间
网信快3-彩人间
手机购彩-彩人间
快盈彩票-彩人间
购彩中心-彩人间
凤凰快三-安全购彩
优信彩票-彩人间
网信彩票-彩人间
趣购彩-彩人间



 品牌理念
品牌理念  標準流程
標準流程  有效溝通
有效溝通 專業管理
專業管理 優秀團隊
優秀團隊 品質保證
品質保證 無憂售后
無憂售后